




氩弧焊的特点
氩弧焊是使用氩气作为保护的气体保护焊。它有两个特点:
1、可焊接的材料范围广,几乎所有的金属材料都可以进行焊接,特别适宜焊接化学性质活泼的金属。常用于铝、镁、铜、钛及其合金、低合金钢、不锈钢及耐热钢等材料的焊接。
2、焊接质量好,由于氩气是惰性气体,不与金属发生反应,也不溶于金属,焊接过程基本上是金属熔化与结晶的简单过程。因此能获得高质量的焊缝。

二、知识结构及要求:通过学习培训,能看图纸和制图,常用零件的规定画法及代号标准,金属材料的牌号性能和用途,交、直流孤焊机的构造和使用方法,焊接工艺特点,焊接工工艺参数和焊接坡口的基本形式与尺寸、焊芯牌号及焊条分类,焊剂的作用和分类,氩气钨极的牌号规格,焊接接头的分类、接着形式、坡口形式、焊接位置。金属材料与热处理、工程制图、工程力学、机械设计基础、金属熔化焊基础、焊接电源、焊接技术原理与工艺、焊接方法与设备、焊接结构、焊接质量检验。焊接技能训练 :(1)气割、气焊 (2)手工电弧焊 (3)CO2气体保护焊 (4)氩弧焊、特种焊 (5)碳弧气刨、 (6)等离子切割 (7)埋弧自动焊 (8)压力容器、高压管道 、特种设备焊接。
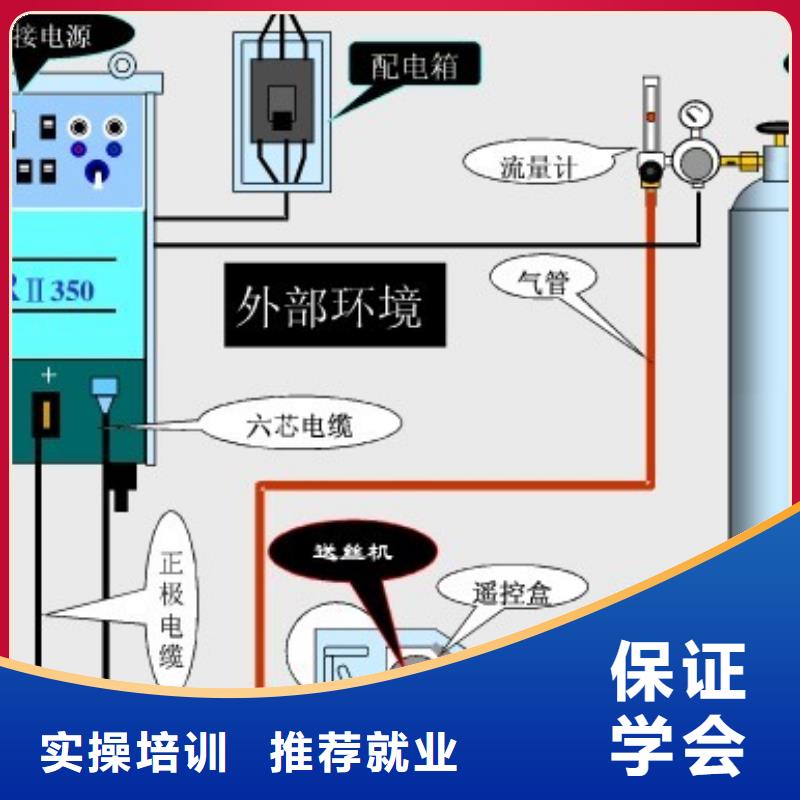
熔化极氩弧焊的工作原理及特点。焊丝通过丝轮送进,导电嘴导电,在母材与焊丝之间产生电弧,使焊丝和母材熔化,并用惰性气体氩气保护电弧和熔融金属来进行焊接的。它和钨极氩弧焊的区别:一个是焊丝作电极,并被不断熔化填入熔池,冷凝后形成焊缝;另一个是采用保护气体,随着熔化极氩弧焊的技术应用,保护气体已由单一的氩气发展出多种混合气体的广泛应用,如Ar 80%+CO220%的富氩保护气。通常前者称为MIG,后者称为MAG。从其操作方式看,目前应用广的是半自动熔化极氩弧焊和富氩混合气保护焊,其次是自动熔化极氩弧焊。 
二氧化碳保护焊原理
二氧化碳保护焊原理用外加气体作为电弧介质并并保护电弧和焊接区的电弧焊称为气体保护焊,二氧化碳气体保护焊利用CO2作为保护气体的气体保护焊简称CO2焊。二氧化碳气体保护焊利用从喷嘴中喷出的二氧化碳气体隔绝空气保护熔池的一种先进的熔焊方法。
二氧化碳气体保护焊属活性气体保护焊,可称为MAG焊。
从喷嘴中喷出的二氧化碳气体在高温高分解为一氧化碳并放出氧气。在焊接条件下二氧化碳和氧气会使铁和其它合金元素氧化。因此,在进行二氧化碳气体保护焊时,必须采取措施,防止母材和焊丝中合金元素的烧损。
